
16mn厚壁鋼管選用擠壓成型加工,因為表層留出表層殘留壓地應力,有利于表層細微裂痕的封閉式,阻攔沉積作用的拓展。進而提升 表層耐腐蝕工作能力,并能減緩疲憊裂痕的造成或擴張,因此提升 16mn厚壁鋼管疲勞極限。根據擠壓成型成形,擠壓成型表層產生一層冷工硬底化層,降低了切削副觸碰表層的延展性和塑性形變,進而提升 了16mn厚壁鋼管內腔的耐磨性能,另外防止了因切削造成的燙傷。擠壓成型后,粗糙度值的減少,可提升 相互配合特性。
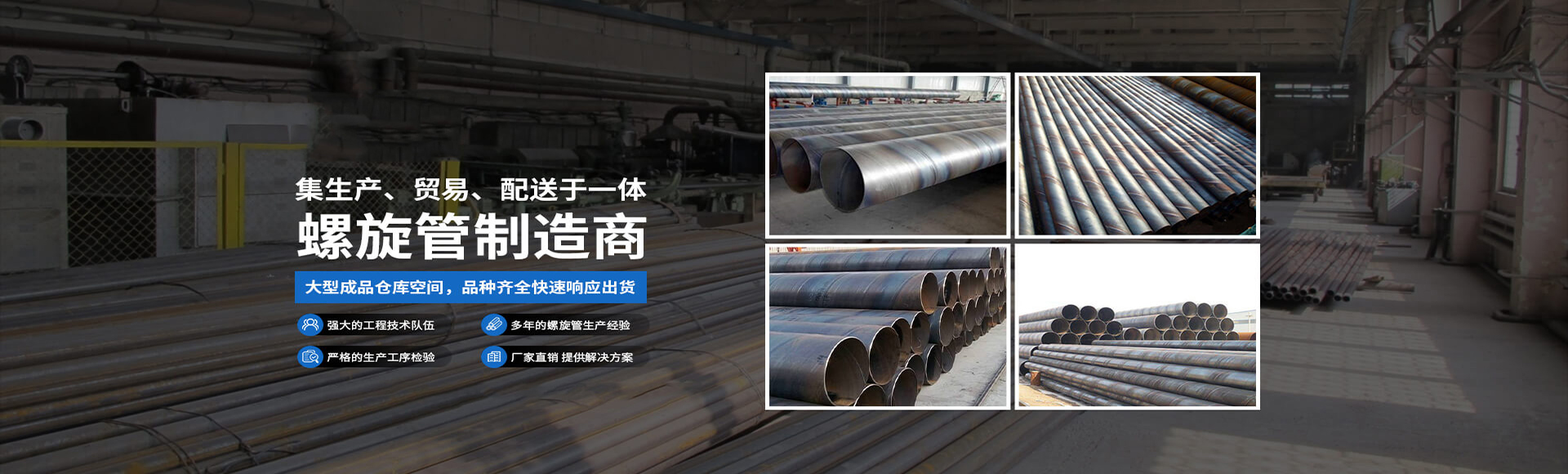
16mn厚壁鋼管
擠壓成型加工是一種無切削加工,在常溫狀態運用金屬材料的塑性形變,使產品工件表層的外部經濟不平度輾平進而做到更改表層結構、機械設備特點、樣子和規格的目地。因而這類方式可另外做到鑄型加工及加強二種目地,是切削沒法保證的。不管用哪種加工方式加工,在零件表層都會留有微細的凹凸不平的刀紋,出現交疊波動的峰時狀況,擠壓成型加工基本原理:它是一種工作壓力鑄型加工,是運用金屬材料在常溫下的冷塑性變形特性,運用擠壓成型專用工具對產品工件表層釋放一定的工作壓力,使產品工件表面金屬材料造成塑性變形流動性,填寫到初始殘余的低陷波谷中,而做到產品工件表層不光滑值減少。因為被擠壓成型的表面金屬材料塑性形變,使表面機構冷硬底化和晶體變窄,產生高密度的纖維,并產生內應力層,強度和抗壓強度提升 ,進而改進了產品工件表層的耐磨性能、耐腐蝕性和相互配合性。擠壓成型是一種無鉆削的塑性變形加工方式。
16mn厚壁鋼管幾大優勢:
1、提升 粗糙度,表面粗糙度基礎能做到Ra≤0.08μm上下。
2、調整同心度,橢圓形度可≤0.01mm。
3、提升 表層強度,使承受力形變清除,強度提升 HV≥4°
4、加工后有內應力層,提升 疲勞極限提升 30%。
5、提升 相互配合質量,降低磨壞,增加零件使用期,但零件的加工花費反倒減少。